by 










STEP 1
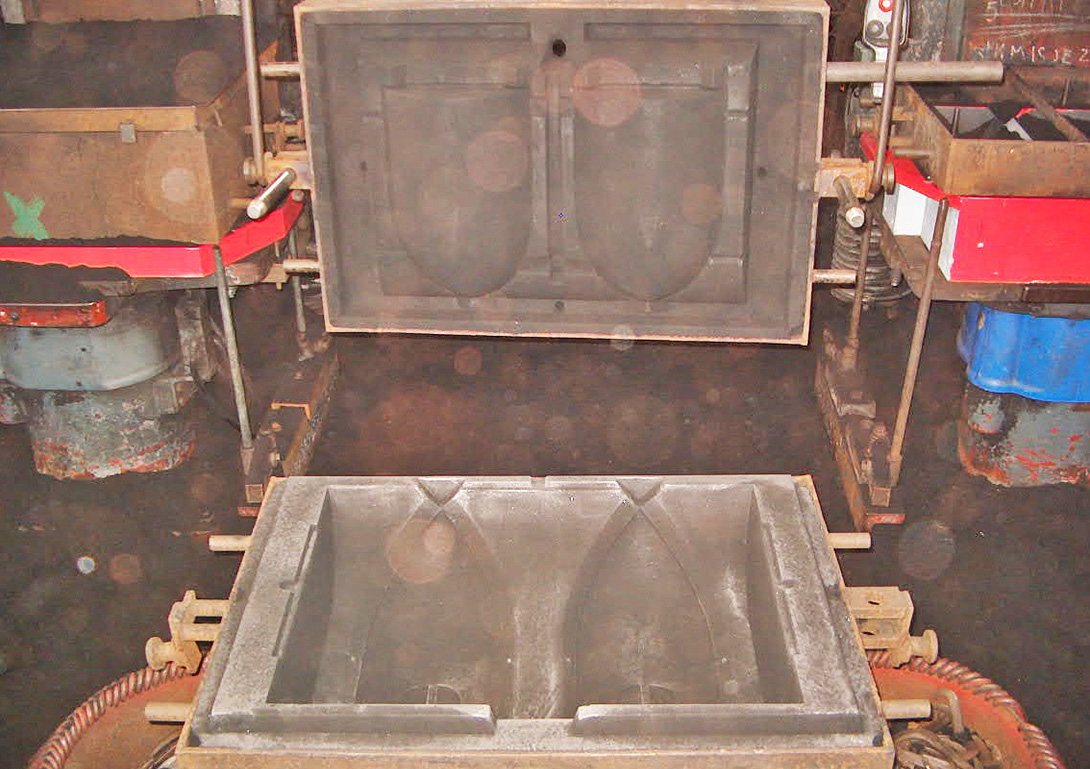
In collaboration with the customer, the model to be cast is developed and two shared model plates of the casting are made to make the molds by machine.
With mold machines the two model plates are pressed into sand, creating a negative of the piece to be cast. The liquid cast iron is poured into the two sand sections.
Various mold systems are continuously used at Foundry Dereu.